
Enthalpy Wheels

Short Description:
| Model: | HRT-500~HRT-5000 |
| Diameter: | 500-5000mm |
| Introduction: | Enthalpy and sensible heat recovery Heat efficiency up to 70% to 90% Double sealing system Double purge sector |
| Certification: |  |
Main features of Holtop rotary heat exchanger
1. High efficiency of sensible heat recovery
2. Double labyrinth sealing system ensures minimal air leakage.
3. Self-cleaning efforts prolong service cycle, reducing maintenance cost.
4. Double purge sector minimizes carryover from exhaust air into supply air stream.
5. Life-time-lubricated bearing requires no maintenance under normal usage.
6. Interior spokes are used to mechanically bond the rotor's laminations to reinforce the wheel.
7. Completed range of rotor diameter from 500mm to 5000mm, rotor can be cut into 1pc to 24pcs for easy transportation, various types of housing construction is available as well.
8. Selection software for convenient selection.
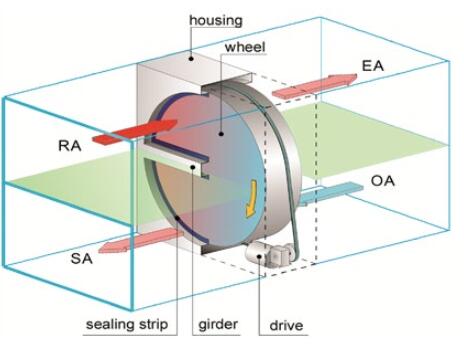
Working Principle
Rotary heat exchanger is composed of alveolate
heat wheel, case, drive system and sealing parts.
The exhaust and outdoor air pass through half of the
wheel separately, when the wheel rotates, the heat
and moisture are exchanged between the exhaust and
outdoor air. The energy recovery efficiency is up to
70% to 90%
| Wheel Materials | 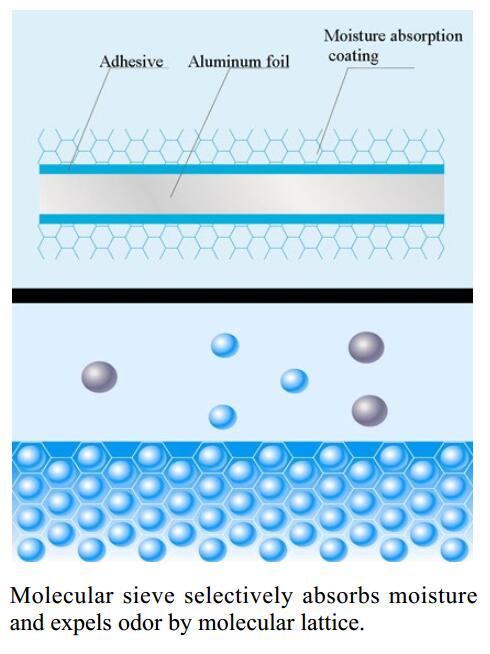 |
| The total heat wheel is made by aluminum foils coated with 3A molecular sieve of 0.04mm thickness.  |
| Applications Rotary heat exchanger can built in air handling unit (AHU) as a main part of the heat recovery section. Usually side panel of the exchanger casing is unnecessary, except that bypass has been set in AHU. |
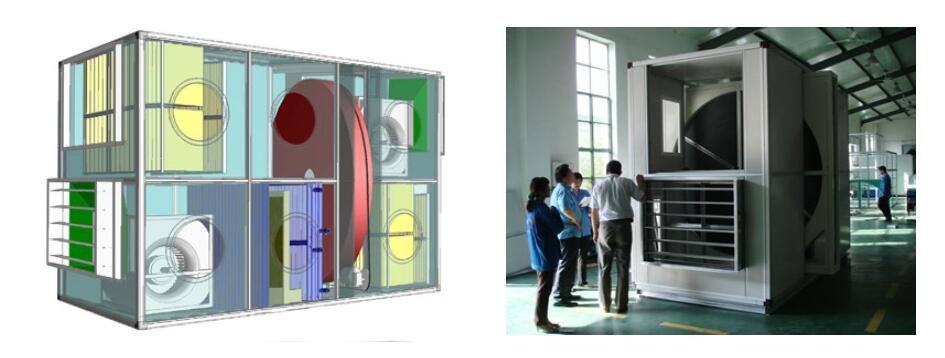 |
| It can also be installed in the ducts of ventilation system as a main part of the heat recovery section, connected by flange. In this case, side panel of the exchanger is necessary to prevent leakage. 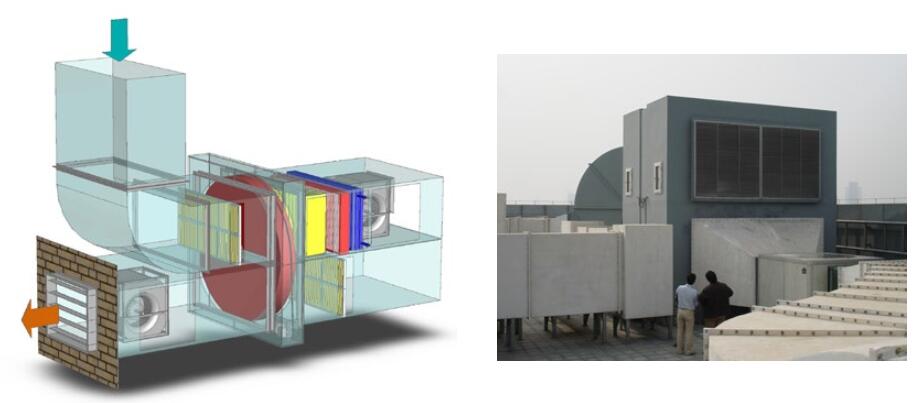 |
| Note: casing type and segment quantity should depend on the application spaces as well as transportation capability and conditions at installation. Over segmentation will increase the assembly work, and overlarge size will cause diffculties in transportation. Application conditions - Ambient temperature: -40-70°C - Max face velocity: 5.5m/s - Max pressure on casing: 2000Pa |
Heat Recovery Ventilator
commercial heat recovery ventilator
Heat Recovery Ventilators
Hrv Heat Recovery Ventilator
Single Room Heat Recovery Ventilator












